A product family consists of 46 items, each having 5 features available and 6 options available. At which level of the bill ofmaterial (BOM) would it be most appropriate to forecast?
Subassembly level items
Component level items
Final assembly level items
Both subassembly level and final assembly level items
A product family is a group of products that share common characteristics, components, or functions, and that satisfy a similar customer need or market segment1. A bill of material (BOM) is a list of all the materials, components, and subassemblies required to manufacture a product2. A BOM can have different levels, depending on the complexity and structure of the product. The most common levels are:
The most appropriate level of the BOM to forecast for a product family depends on several factors, such as the demand variability, production lead time, inventory cost, and customer preference of each level5. However, in general, it is advisable to forecast at the highest possible level of aggregation that still meets the customer requirements and expectations5. This is because forecasting at a higher level can reduce the forecast error and uncertainty, improve the forecast accuracy and reliability, and simplify the forecasting process5.
Therefore, for a product family that consists of 46 items, each having 5 features available and 6 options available, it would be most appropriate to forecast at the final assembly level items. This is because forecasting at this level can capture the overall demand pattern and trend of the product family, without getting into too much detail or complexity. Forecasting at this level can also allow for more flexibility and responsiveness in meeting customer needs and preferences by using postponement strategies6. Postponement strategies involve delaying some aspects of production or customization until after receiving customer orders6. For example, instead of forecasting and producing each item with each feature and option in advance, which would result in 46 x 5 x 6 = 1380 different combinations, the company can forecast and produce only 46 items at the final assembly level and then add features and options later according to customer orders.
The other options are not as appropriate as forecasting at the final assembly level items. Forecasting at the subassembly level items may be too detailed and complex for a product family with many features and options available. Forecasting at this level may result in higher forecast error and uncertainty, lower forecast accuracy and reliability, and more complicated forecasting process. Forecasting at this level may also reduce flexibility and responsiveness in meeting customer needs and preferences by committing resources too early in production. Forecasting at the component level items may be even more detailed and complex than forecasting at the subassembly level items. Forecasting at this level may have all the disadvantages mentioned above, as well as increase inventory cost and risk by holding too many components in stock.
References : Product Family Definition; Bill of Materials (BOM) – An Essential Guide with Examples; Subassembly Definition; Component Definition; Forecasting for Bill of Materials Inventory - EazyStock; Postponement Strategy: Definition & Benefits.
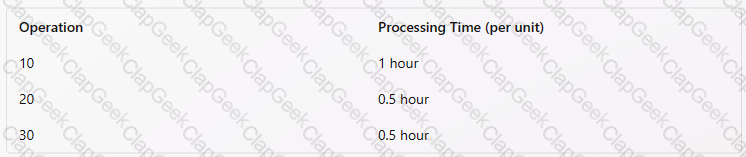
What is the shortest manufacturing lead time required for 10 units of Item A assuming that it must complete Operations10,20, and 30 in a work cell, and these operations require no set up time”?
10 hours
12 hours
13 hours
30 hours
Manufacturing lead time is the time required to acquire, manufacture, or ship goods1. It includes the time required for preprocessing, processing, and postprocessing of a finished product2. The formula for manufacturing lead time is:
Manufacturing lead time = Preprocessing time + Processing time + Postprocessing time
Preprocessing time is the time needed for handling the order, making sales order, and preparing supplies2. Processing time is the period when the product is manufactured or collected. Postprocessing time is the time of delivery2.
In this question, we are given the following information:
To find the shortest manufacturing lead time, we need to assume that the preprocessing and postprocessing times are zero, and that the operations can be performed in parallel. This means that the work cell can process 10 units of Item A simultaneously, without any waiting or transportation time.
Therefore, the shortest manufacturing lead time is equal to the longest processing time among the three operations. Since Operation 10 has the longest processing time of 1 hour per unit, the shortest manufacturing lead time is:
Manufacturing lead time = 1 hour x 10 units = 10 hours
However, this answer is not among the options given. Therefore, we need to consider another possibility: that the work cell can only process one unit of Item A at a time, and that the operations must be performed in sequence. This means that each unit of Item A must complete Operation 10 before moving to Operation 20, and then to Operation 30. In this case, the shortest manufacturing lead time is equal to the sum of the processing times for all three operations multiplied by the order quantity. Therefore, the shortest manufacturing lead time is:
Manufacturing lead time = (1 hour + 0.5 hour + 0.5 hour) x 10 units = 20 hours
However, this answer is also not among the options given. Therefore, we need to consider one more possibility: that the work cell can process one unit of Item A at a time, but that the operations can be performed in parallel with overlapping times. This means that as soon as one unit of Item A finishes Operation 10, it moves to Operation 20, while another unit of Item A starts Operation 10. Similarly, as soon as one unit of Item A finishes Operation 20, it moves to Operation 30, while another unit of Item A starts Operation 20. In this case, the shortest manufacturing lead time is equal to the sum of the processing times for all three operations plus the processing times for each operation multiplied by the order quantity minus one. Therefore, the shortest manufacturing lead time is:
Manufacturing lead time = (1 hour + 0.5 hour + 0.5 hour) + (1 hour + 0.5 hour + 0.5 hour) x (10 units - 1) = 12 hours
This answer is among the options given and it is the shortest possible manufacturing lead time under these assumptions. Therefore, the correct answer is B. 12 hours.
References : Manufacturing Lead Time; How to Calculate and Reduce Lead Time; How To Calculate Lead Time?; What Is Lead Time? How to Calculate Lead Time in Different Industries.
One way to mitigate liability risk in the supply chain is to:
negotiate lower component cost.
require traceability for components.
push inventory to supplier locations.
use less-than-truckload (LTL) shipments more frequently.
Liability risk in the supply chain is the risk that a company may be held legally responsible for damages caused by its products or services, or by its business partners, such as suppliers, subcontractors, or customers1. Liability risk can result in financial losses, legal penalties, reputational damage, and customer dissatisfaction1.
One way to mitigate liability risk in the supply chain is to require traceability for components, which means the ability to track the origin, history, location, and status of a product or its parts throughout the supply chain2. Traceability can help a company to identify and prevent potential quality issues, defects, recalls, counterfeits, or frauds that may cause harm to the customers or the environment2. Traceability can also help a company to comply with regulatory standards, customer requirements, and social responsibility expectations2. Traceability can be achieved by using various methods, such as barcodes, RFID tags, serial numbers, blockchain, or cloud-based platforms3.
The other options are not effective ways to mitigate liability risk in the supply chain. Negotiating lower component cost may reduce the procurement expenses, but it may also compromise the quality and safety of the components, which may increase the liability risk. Pushing inventory to supplier locations may reduce the inventory carrying costs and risks, but it may also increase the dependency and vulnerability on the suppliers, which may expose the company to more liability risk. Using LTL shipments more frequently may reduce the transportation costs and emissions, but it may also increase the handling and damage risks of the products, which may affect the customer satisfaction and liability.
References : Understanding Supply Chain Risk: Liabilities | Avetta; What is Traceability in Supply Chain Management?; How to Achieve Supply Chain Traceability.
Which of the following strategies can improve the effectiveness of a company's customer value proposition and enhance itsdifferentiation in the market?
Relocate high-cost activities to other geographic areas.
Outsource activities to outside vendors or contractors.
Invest in productivity enhancing technological improvements.
Adopt best practices that improve product design.
A customer value proposition (CVP) is a statement that summarizes the benefits that a product or service offers to a target customer segment1. A CVP can help a company differentiate itself from its competitors by highlighting its unique value proposition (UVP), which is the main reason why customers should choose its product or service over others2. A CVP can also help a company communicate its value to its customers, increase customer satisfaction and loyalty, and improve its market position3.
One of the strategies that can improve the effectiveness of a CVP and enhance its differentiation in the market is to adopt best practices that improve product design. Product design is the process of creating a new product or service that solves a customer problem or fulfills a customer need4. By improving product design, a company can create products or services that are more desirable, feasible, and viable for its customers5. Some of the best practices that can improve product design are:
Therefore, by adopting best practices that improve product design, a company can create products or services that deliver superior value to its customers, and differentiate itself from its competitors in the market.
References: 1: Customer Value Proposition Definition 3 2: Unique Value Proposition Definition 4 3: How to Write a Value Proposition (+ 6 Modern Examples) 5 4: Product Design Definition 5: What is Product Design? : Customer Discovery: The Ultimate Guide : Value Proposition Canvas – Download the Official Template 3 : What is Design Thinking? : Feedback Loop Definition
The capacity requirements plan is used primarily to:
balance capacity and load at work centers.
calculate the level of available capacity.
determine the overall product load profile.
determine the priority of orders.
The capacity requirements plan is used primarily to balance capacity and load at work centers. A work center is a location where one or more resources perform a specific operation or a group of operations. Capacity is the amount of time or output that a work center can offer for production activities. Load is the amount of time or output that a work center is required to produce based on the planned production schedule. Balancing capacity and load means matching the available capacity with the required load, so that there is no excess or shortage of capacity at any work center.
The capacity requirements plan is a report that shows the projected load and capacity of each work center over a planning horizon. It is derived from the master production schedule (MPS), which specifies the quantity and timing of finished goods to be produced, and the bill of materials (BOM), which specifies the components and materials needed for each finished good. The capacity requirements plan also uses the routing file, which specifies the sequence of operations and work centers required for each finished good, and the work center file, which specifies the capacity and availability of each work center. The capacity requirements plan can help to identify any gaps or surpluses in capacity at each work center and to take corrective actions, such as revising the MPS, rescheduling operations, adding or reducing resources, or outsourcing production.
The other options are not the primary uses of the capacity requirements plan. Calculating the level of available capacity is an input to the capacity requirements plan, not an output. The level of available capacity is determined by the work center file, which contains information such as shifts, hours, efficiency, utilization, and maintenance of each work center. Determining the overall product load profile is not a use of the capacity requirements plan, as it does not consider the product mix or demand variability. The overall product load profile is a general estimate of the total production volume or demand over a period of time. Determining the priority of orders is not a use of thecapacity requirements plan, as it does not consider the due dates or urgency of orders. The priority of orders is determined by using priority rules or dispatching methods, such as first-come-first-served (FCFS), shortest processing time (SPT), earliest due date (EDD), or critical ratio (CR).
References := Capacity Requirements Planning (CRP): Definition and Procedures, Capacity Requirements Planning (CRP Plan and Strategies) - ERP Information, Definition of Capacity Requirements Planning (CRP) - Gartner …
The approved output of the distribution requirements planning (DRP) process is an input to which of the following planningprocesses?
Strategic
Business
Master production 0
Final assembly
The approved output of the distribution requirements planning (DRP) process is an input to the master production planning (MPS) process. The DRP process determines the quantity and timing of finished goods to be delivered to each distribution center or warehouse to meet customer demand1. The output of the DRP process is a distribution schedule that specifies the planned delivery dates and quantities of products2. The distribution schedule is then used as an input to the MPS process, which determines the quantity and timing of end items to be produced at each manufacturing facility3. The MPS process balances the demand from the distribution schedule with the available capacity and resources of the production system3. The output of the MPS process is a master production schedule that specifies the planned production dates and quantities of end items3.
References: CPIM Part 2 Exam Content Manual, Domain 4: Plan and Manage Supply, Section 4.1: Supply Management Concepts and Tools, p. 33-34.
Which of the following types of operational strategies typically would result in the lowest inventory cost?
Mixed-model
Level
Chase
Hybrid
A chase operational strategy is one that adjusts production to match the demand pattern. This means that the inventory level is kept low, as the output is synchronized with the demand. This reduces the inventory cost, as there is less need for holding, ordering, and carrying inventory. A chase strategy also minimizes the risk of obsolescence, spoilage, or excess inventory.
A level operational strategy is one that maintains a constant output rate, production rate, or workforce level. This means that the inventory level fluctuates, as the output may not match the demand. This increases the inventory cost, as there is more need for holding, ordering, and carrying inventory. A level strategy also increases the risk of stockouts, overstocking, or waste.
A mixed-model operational strategy is one that produces several products with the same resources. This means that the inventory level varies, as the output depends on the product mix and the demand. This may increase or decrease the inventory cost, depending on the product characteristics, demand variability, and resource utilization. A mixed-model strategy also requires more flexibility and coordination in production planning and scheduling.
A hybrid operational strategy is one that combines elements of chase and level strategies. This means that the inventory level is balanced, as the output is partly adjusted to the demand and partly kept constant. This may increase or decrease theinventory cost, depending on the degree of adjustment and constancy. A hybrid strategy also requires more trade-offs and compromises in production decision making.
References:
What is a result of effective production activity control (PAC)?
Actual input/output matches planned input/output
Less scrap and rework on the shop floor
Fewer machine hours are required for production
Available capacity is increased ®
Production activity control (PAC) is the function of managing the flow of materials and work-in-progress in a manufacturing system. PAC is responsible for executing the master production schedule and the material requirements plan, as well as for planning, implementing, and monitoring the production activities. PAC aims to ensure that the required resources are available, that the production orders are released and completed on time, and that the quality and quantity standards are met. A result of effective PAC is that the actual input/output matches the planned input/output. This means that the actual amount and timing of materials, labor, and machines used for production are consistent with the planned amount and timing. This indicates that the production process is efficient, reliable, and synchronized with the demand. This also helps to reduce inventory, lead time, and waste.
The other options are not necessarily results of effective PAC. Less scrap and rework on the shop floor may be a result of effective quality control, which is a separate function from PAC. Quality control is concerned with inspecting and testing the products or services to ensure that they meet the specifications and standards. Fewer machine hours are required for production may be a result of effective process improvement, which is a separate function from PAC. Process improvement is concerned with analyzing and enhancing the production methods and techniques to increase productivity and performance. Available capacity is increased may be a result of effective capacity planning, which is a separate function from PAC. Capacity planning is concerned with determining and adjusting the optimal level of resources needed to meet the demand. References: Production Activity Control - Tutorial; Production Control: Process, Types and Best Practices - ProjectManager; Production control - Wikipedia.
A planner has chosen to increase the order point for a raw material. Which of the following costs is most likely to increase?
Carrying
Ordering
Landed
Product
Carrying cost is the cost of holding inventory over a period of time. Carrying cost includes the cost of storage, insurance, taxes, obsolescence, spoilage, and opportunity cost of capital. Carrying cost is usually expressed as a percentage of the inventory value per year. An order point is the level of inventory that triggers a replenishment order. An order point is calculated based on the demand rate, the lead time, and the safety stock. An order point is used to maintain a balance between inventory availability and inventory cost. A planner who chooses to increase the order point for a raw material is most likely to increase the carrying cost, as a higher order point means a higher average inventory level, which in turn means a higher carrying cost. Increasing the order point may reduce the risk ofstockouts and improve customer service, but it also increases the inventory investment and its associated costs.
The other options are not likely to increase as a result of increasing the order point. Ordering cost is the cost of placing and receiving an order. Ordering cost includes the cost of processing, transportation, inspection, and setup. Ordering cost is usually expressed as a fixed amount per order. Ordering cost is not affected by the order point, but by the order quantity and the number of orders. Landed cost is the total cost of delivering a product or service to the customer. Landed cost includes the cost of production, transportation, taxes, duties, and fees. Landed cost is usually expressed as a percentage of the product or service value. Landed cost is not affected by the order point, but by the sourcing, pricing, and logistics decisions. Product cost is the total cost of producing a product or service. Product cost includes the cost of materials, labor, and overhead. Product cost is usually expressed as a variable amount per unit. Product cost is not affected by the order point, but by the production methods, techniques, and efficiency. References: CPIM Exam Content Manual Version 7.0, Domain 5: Plan and Manage Inventory, Section 5.1: Inventory Management Concepts, p. 30; Order Point; Carrying Cost.
Safety capacity in lean environments is:
unnecessary waste to be reduced in the next kaizen event.
where taketime is greater than cycle time.
provided by adding an additional shift.
employing additional workers in peak periods.
Safety capacity in lean environments is where take time is greater than cycle time. Take time is the average time between the start of production of one unit and the start of production of the next unit1. Cycle time is the average time it takes to complete one unit of a product or service2. Safety capacity is the amount of capacity that is reserved to deal with unexpected events or fluctuations in demand or supply3.
In lean environments, the goal is to minimize waste and maximize value by producing only what the customer wants, when the customer wants it, and in the exact amount4. This means that the production system should be synchronized with the customer demand, and the take time should match the cycle time. However, in reality, there may be variations or uncertainties in the demand or supply, such as changes in customer preferences, seasonal patterns, quality issues, equipment breakdowns, or supplier delays. These variations or uncertainties can cause disruptions or imbalances in the production system, leading to stockouts, overproduction, waiting, defects, or rework5.
To cope with these variations or uncertainties, lean environments may use safety capacity as a buffer or contingency plan. Safety capacity is where take time is greater than cycle time, meaning that the production system has some extra capacity to produce more than what the customer currently demands. This extra capacity can be used to absorb the variations or uncertainties and maintain a smooth and stable production flow6. However, safety capacity should not be confused with excess capacity, which is where take time is much greater than cycle time, meaning that the production system has a lot of idle or underutilized resources. Excess capacity is a waste that should be eliminated or reduced in lean environments7.
Therefore, safety capacity in lean environments is where take time is greater than cycle time.
References: 1: Take Time Definition 1 2: Cycle Time Definition 2 3: Safety Capacity Definition 3 4: Lean Manufacturing Definition 4 5: The Seven Wastes of Lean 5 6: Capacity Planning Tools 6 7: Excess Capacity
Locating service facilities differs from locating manufacturing or distribution facilities primarily because service locationdecisions are:
driven by revenue concerns, while manufacturing and distribution location decisions are driven by costs.
driven by competition, while manufacturing and distribution location decisions are not.
driven by real estate costs, while manufacturing and distribution location decisions are driven by productcosts.
determined after surveying customers, while manufacturing and distribution location decisions are
determined after surveying suppliers.
Locating service facilities differs from locating manufacturing or distribution facilities primarily because service location decisions are driven by revenue concerns, while manufacturing and distribution location decisions are driven by costs. This is because service facilities are usually closer to the customers and depend on their demand and preferences. Service facilities need to consider factors such as customer convenience, accessibility, visibility, traffic, and competition when choosing a location, as these factors affect the revenue potential and market share of the service facility1. Manufacturing and distribution facilities, on the other hand, are usually farther from the customers and depend on their supply chain efficiency and effectiveness. Manufacturing and distribution facilities need to consider factors such as transportation, labor, utilities, taxes, and regulations when choosing a location, as these factors affect the cost structure and profitability of the facility2.
The other options are not correct. Competition is a factor that affects both service and manufacturing or distribution location decisions, as it influences the market attractiveness and strategic positioning of the facility3. Real estate costs are also a factor that affects both service and manufacturing or distribution location decisions, as they represent a significant portion of the fixed costs of the facility4. Surveying customers or suppliers is a method that can be used for both service and manufacturing or distribution location decisions, as it provides valuable information about the demand and supply characteristics of the market5.
References : Service Facility Location: A Review of Applications and Methods; Facility Location - Factors Influencing the Location; Competitive Environment: Definition, Examples & Factors - StudySmarter US; Facility Location | IntechOpen; Seven Key Factors to a Facility Location - Chron.com.
Increased use of third-party logistics (3PL) services is likely to have which of the following effects on a firm's balance sheet?
Decreased fixed assets
Decreased retained earnings
Increased accounts receivable
Increased intangible assets
Third-party logistics (3PL) services are services that involve outsourcing some or all of the logistics functions of a firm, such as transportation, warehousing, distribution, or order fulfillment, to an external provider1. By using 3PL services, a firm can reduce its need to own and operate its own logistics assets, such as trucks, trailers, warehouses, or inventory management systems. These assets are classified as fixed assets on the balance sheet, because they are long-term and tangible assets that are used in the normal course of business2. Therefore, increased use of 3PL services is likely to have the effect of decreasing the fixed assets on a firm’s balance sheet.
The other options are not likely effects of increased use of 3PL services on a firm’s balance sheet. Retained earnings are the accumulated net income of a firm that is not distributed to shareholders as dividends3. Retained earnings are not directly affected by the use of 3PL services, unless the firm’s net income changes as a result of cost savings or revenue growth from outsourcing logistics functions. Accounts receivable are the amounts owed to a firm by its customers for goods or services delivered on credit4. Accounts receivable are not directly affected by the use of 3PL services, unless the firm’s sales volume or credit terms change as a result of improved customer service or delivery performance from outsourcing logistics functions. Intangible assets are non-physical assets that have value based on their intellectual or legal rights, such as patents, trademarks, goodwill, or brand names5. Intangible assets are not directly affected by the use of 3PL services, unless the firm’s reputation or market position changes as a result of enhanced quality or innovation from outsourcing logistics functions. References:
Which of the following approaches is most effective in communicating operational performance?
Quality performance measures
Reviewing conformance to schedule
Visual control boards at several locations
Monthly meetings with employees
Visual control boards are tools that display the key performance indicators (KPIs) and metrics of a production system in a graphical and easy-to-understand format. Visual control boards are usually located at several locations within the production facility, such as the work centers, the shop floor, or the management office. Visual control boards help to communicate operational performance by providing real-time and relevant information, enabling quick feedback and corrective actions, and promoting transparency and accountability.
The other options are not the most effective approaches in communicating operational performance. Quality performance measures are indicators that evaluate the degree to which the products or services meet or exceed the specifications and standards. Quality performance measures are important for communicating operational performance, but they are not sufficient, as they do not cover other aspects of performance, such as cost, time, or customer satisfaction. Reviewing conformance to schedule is a method of comparing the actual production output with the planned production output, based on the master production schedule or the material requirements plan. Reviewing conformance to schedule is useful for communicating operational performance, but it is not timely, as it is usually done after the production is completed, and it does not provide enough details or explanations for the deviations or variances. Monthly meetings with employees are events that involve discussing and reviewing the operational performance with the staff members who are involved in the production process. Monthly meetings with employees are beneficial for communicating operational performance, but they are not frequent, as they are only held once a month, and they may not be effective, as they may lack participation or engagement from the employees.
Staging in a manual system corresponds to which of the following functions in a computer system?
Order release
Allocation
Dispatching
Bill-of-material explosion
Staging in a manual system corresponds to dispatching in a computer system. Staging is the process of preparing and moving materials or components to the point of use or consumption in a production system1. Staging can be done manually by workers who physically move the items from storage areas to workstations, or automatically by conveyors, robots, or other devices2. Dispatching is the process of authorizing and releasing work orders or tasks to the production system3. Dispatching can be done manually by supervisors who assign work to workers, or automatically by computer systems that use algorithms or rules to prioritize and schedule work4. Both staging and dispatching are functions that facilitate the flow of materials and information in a production system and ensure that the right items are available at the right time and place.
References: CPIM Part 2 Exam Content Manual, Domain 6: Plan, Manage, and Execute Detailed Schedules, Section 6.1: Detailed Scheduling Concepts and Tools, p. 75-76; Staging (manufacturing) - Wikipedia; Staging - an overview | ScienceDirect Topics; Dispatching - an overview | ScienceDirect Topics; Dispatching: Meaning, Objectives, Importance and Procedure.
Which of the following criteria is used to determine safety stock in a distribution center (DC)?
Economic order quantity (EOQ) N
Seasonal index value
Alpha factor level
Probability of stocking out
Safety stock is a type of inventory that is held in excess of the expected demand to protect against uncertainties such as demand variability, lead time variability, or supply disruptions. Safety stock can help to reduce the risk of stockouts, which are situations where the inventory level falls below thedemand level and the customer orders cannot be fulfilled. Safety stock can be determined by using different methods, such as statistical models, service level policies, or empirical rules. One of the common criteria that is used to determine safety stock in a distribution center (DC) is the probability of stocking out, which is the likelihood that the inventory level will be insufficient to meet the demand during a replenishment cycle. The probability of stocking out can be calculated by using the normal distribution, assuming that the demand and lead time are normally distributed. The probability of stocking out can also be expressed as the complementary value of the service level, which is the percentage of customer orders that can be satisfied from the available inventory. A higher probability of stocking out implies a lower service level and a lower safety stock. A lower probability of stocking out implies a higher service level and a higher safety stock.
References: CPIM Exam Content Manual Version 7.0, Domain 7: Plan and Manage Distribution, Section 7.2: Implement Distribution Plans, Subsection 7.2.2: Describe how to implement inventory management techniques in distribution (page 68).
The cumulative available-to-promise (ATP) method is based on an assumption that available inventory in a period can becommitted to demand in that period and:
any future period in the planning horizon.
any period before the demand time fence (DTF).
future periods beyond the DTF.
future periods with a planned receipt.
The cumulative available-to-promise (ATP) method is based on an assumption that available inventory in a period can be committed to demand in that period and any future period in the planning horizon. The planning horizon is the time span for which plans are made and executed1. The cumulative ATP is a running total of the ATP figure in the master schedule, which shows the planned production or purchase of a product over a series of time periods2. The cumulative ATP method allows the company to account for future shortages and build up inventory for large or seasonal orders3.
The other options are not correct. The demand time fence (DTF) is a point in the near future, usually equal to the cumulative lead time, beyond which changes to the master schedule are not allowed4. The cumulative ATP method does not depend on the DTF, as it considers all future periods in the planning horizon, regardless of whether they are inside or outside the DTF. Future periods with a planned receipt are periods where there is an expected supply of inventory from production or purchase orders2. The cumulative ATP method does not only commit inventory to these periods, but also to any other periods where there is demand.
References : Available-to-Promise (ATP) - Tutorial; Planning Horizon Definition; Demand Time Fence (DTF) Definition; Cumulative Available-to-Promise | Cargoz.
A company with stable demand that uses exponential smoothing to forecast demand would typically use a:
low alpha value.
low beta value.
high beta value.
high alpha value.
Exponential smoothing is a forecasting method that assigns weights to past observations, with more recent observations having higher weights. The alpha value is the smoothing constant that determines how much weight is given to the most recent observation. A low alpha value means that the forecast is based more on the historical average, while a high alpha value means that the forecast is more responsive to the latest changes in demand. A company with stable demand would typically use a low alpha value to smooth out random fluctuations and obtain a more accurate forecast. A beta value is another smoothing constant that is used for trend-adjusted exponential smoothing, which accounts for the presence of a linear trend in the data. A low beta value means that the trend component is based more on the historical average, while a high beta value means that the trend component is more responsive to the latest changes in demand. A company with stable demand would not need to use trend-adjusted exponential smoothing, since there is no significant trend in the data. References := CPIM Part 2 Exam Content Manual, Domain 3: Plan and Manage Demand, Section C: Forecast Demand, Subsection 2: Select appropriate forecasting technique(s) (p. 16)
A company's competitive business strategy is based on offering customized products or features and a rapid response tomarket shifts. The company's process technology and equipment should be characterized by which of the followingcombinations?
Continuous flow processes and a high degree of fixed automation
Product-independent processes with parallel production lines
Product-independent processes and flexible automation
Product-dependent processes and automation based on product volume
A company’s process technology and equipment should be characterized by product-independent processes and flexible automation if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Product-independent processes are processes that can produce a variety of products or features without requiring major changes or adjustments in the production system. Flexible automation is a type of automation that can adapt to different product specifications or volumes by using programmable or reconfigurable machines, robots, or software. Product-independent processes and flexible automation can enable a company to offer customized products or features and a rapid response to market shifts by allowing it to:
Continuous flow processes and a high degree of fixed automation are not suitable for a company’s process technology and equipment if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Continuous flow processes are processes that produce products or features in a continuous and uninterrupted manner, without any breaks or buffers between the stages. Fixed automation is a type of automation that uses specialized machines or equipment that are designed to perform a specific task or operation. Continuous flow processes and fixed automation can enable a company to achieve high efficiency, productivity, and quality, but they also have some limitations, such as:
Product-independent processes with parallel production lines are not appropriate for a company’s process technology and equipment if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Product-independent processes with parallel production lines are processes that use multiple identical machines or equipment that can produce the same product or feature simultaneously. Product-independent processes with parallel production lines can enable a company to increase its production capacity and output, but they also have some drawbacks, such as:
Product-dependent processes and automation based on product volume are not optimal for a company’s process technology and equipment if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Product-dependent processes are processes that can produce only one type of product or feature, or that require significant changes or adjustments in the production system to produce different products or features. Automation based on product volume is a type of automation that uses different machines or equipment depending on the volume of production required for each product or feature. Product-dependent processes and automation based on product volume can enable a company to optimize its production costs and quality, but they also have some disadvantages, such as:
References := Process Technology - an overview | ScienceDirect Topics, Flexible Automation - an overview | ScienceDirect Topics, Continuous Flow Process - an overview | ScienceDirect Topics, Fixed Automation - an overview | ScienceDirect Topics, Parallel Production Line - an overview | ScienceDirect Topics, Product Dependent Process - an overview | ScienceDirect Topics
Which of the following outcomes is a benefit of mixed-model scheduling?
Increased inventory
Improved demand response
Fewer setups
Fewer material shortages
Mixed-model scheduling is a production technique that allows for the simultaneous production of different products or features on the same production line or system. Mixed-model scheduling can help reduce lead times, inventory levels, setup times, and material shortages by increasing the flexibility and responsiveness of the production process. One of the benefits of mixed-model scheduling is improved demand response, which means the ability to meet customer demand without delay or stockout. Improved demand response can enhance customer satisfaction and loyalty, as well as reduce the need for safety stock or buffer inventory. By using mixed-model scheduling, a company can produce products or features according to the actual or forecasted customer demand, rather than producing large batches of standardized products or features. This can help avoid overproduction or underproduction, which can result in excess inventory or lost sales. Mixed-model scheduling can also help adjust the production output quickly and easily when there are changes or fluctuations in demand, by using flexible automation, lean production techniques, or quick response methods.
The other options are not benefits of mixed-model scheduling. Increased inventory is not a benefit of mixed-model scheduling, but rather a drawback. Increased inventory can increase inventory costs, such as holding costs, transportation costs, or obsolescence costs. It can also reduce inventory visibility and control, as well as increase the risk of quality issues or spoilage. Mixed-model scheduling can help reduce inventory by producing products or features in small batches or single units that match customer demand. Fewer setups are not a benefit of mixed-model scheduling, but rather a requirement. Fewer setups mean less time and resources spent on changing or adjusting the production system to produce different products or features. Fewer setups can increase the efficiency and productivity of the production process, as well as reduce the setup costs and waste. Mixed-model scheduling requires fewer setups to enable the simultaneous production of different products or features on the same production line or system. Fewer material shortages are not a benefit of mixed-model scheduling, but rather an outcome. Fewer material shortages mean less disruption or delay in the production process due to the lack of materials or components needed for production. Fewer material shortages can improve the quality and reliability of the production process, as well as reduce the material costs and waste. Mixed-model scheduling can result in fewermaterial shortages by reducing the lead times and inventory levels of materials or components, as well as by improving the communication and coordination with suppliers.
References := Mixed Model Scheduling - Mountain Home Academy, Reduce Lot Sizes, Mixed Model Scheduling - Academic library, Introduction To Mixed Model Production …{Strategos}
In a make-to-stock (MTS) environment, which of the following actions would improve thetrade-off between the cost ofinventory and the level of customer service?
Improving estimates of customer demand
Eliminating raw material stockouts
Decreasing the frozen time zone
Reducing manufacturing overtime
In a make-to-stock (MTS) environment, improving estimates of customer demand would improve the trade-off between the cost of inventory and the level of customer service. MTS is a production strategy that manufactures products in anticipation of customer demand, based on forecasts. The main challenge of MTS is to balance the inventory costs and the customer service levels. Inventory costs include holding costs, ordering costs, and obsolescence costs. Customer service levels measure the ability to meet customer demand without delay or stockout. A trade-off exists between these two objectives, as higher inventory levels can increase customer service levels but also increase inventory costs, and vice versa.
Improving estimates of customer demand can help reduce the trade-off between inventory costs and customer service levels, as it can lead to more accurate production planning and inventory management. By forecasting demand more accurately, a company can avoid overproduction or underproduction, which can result in excess inventory or stockouts, respectively. By producing the right amount of products at the right time, a company can lower its inventory costs and increase its customer service levels.
Eliminating raw material stockouts would not improve the trade-off between inventory costs and customer service levels in a MTS environment, as it would not affect the finished goods inventory or the customer demand. Raw material stockouts are a supply issue that can disrupt the production process and cause delays or shortages in the finished goods. However, they do not directly impact the inventory costs or the customer service levels of the finished goods, which are determined by the demand forecasts and the production plans.
Decreasing the frozen time zone would not improve the trade-off between inventory costs and customer service levels in a MTS environment, as it would increase the variability and uncertainty in the production process. The frozen time zone is the period of time in which no changes can be made to the production schedule, as it is considered fixed and final. Decreasing the frozen time zone would allow more flexibility and responsiveness to changes in demand or supply, but it would also increase the risk of errors, disruptions, or inefficiencies in the production process. This could resultin higher production costs, lower quality, or longer lead times, which could negatively affect the inventory costs and the customer service levels.
Reducing manufacturing overtime would not improve the trade-off between inventory costs and customer service levels in a MTS environment, as it would reduce the production capacity and output. Manufacturing overtime is a way of increasing the production capacity and output by extending the working hours of the production resources, such as labor or equipment. Reducing manufacturing overtime would lower the production costs, but it would also lower the production output. This could result in insufficient inventory to meet customer demand, which could lower the customer service levels. References := Make-to-Stock (MTS) Definition, Make-to-Stock (MTS) vs Make-to-Order (MTO) | TradeGecko, Value Creation: Assessing the Cost-Service Trade-off
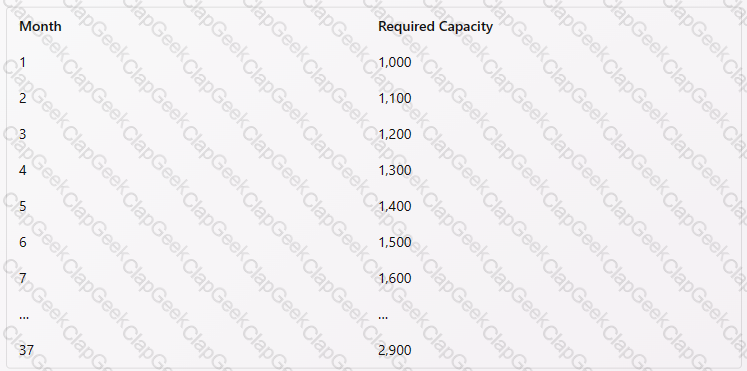
Work Center 1 has an available capacity of 1,200 hours per month. Which of the following amounts represents thecumulative differencebetweenthe required capacity and the available capacity of Months 1 through 37
50
150
1,250
3,750
To find the cumulative difference between the required capacity and the available capacity of Months 1 through 37, we need to sum up the differences for each month. The difference for each month is calculated by subtracting the available capacity from the required capacity. The availablecapacity of Work Center 1 is given as 1,200 hours per month, while the required capacity for each month is given in the table below:
The difference for each month is then:
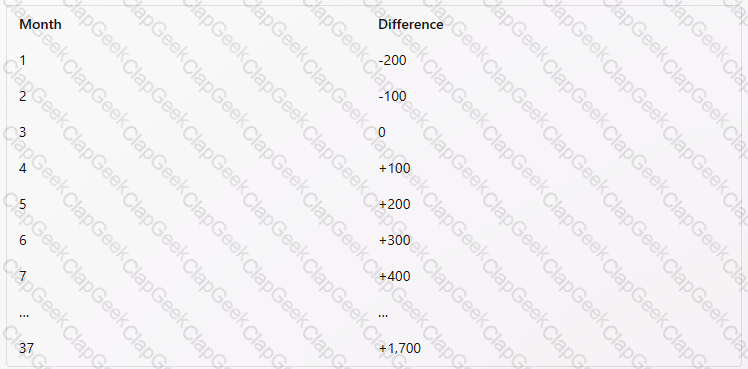
The cumulative difference is the sum of all the differences:
-200 -100 +0 +100 +200 +300 +400 + … +1,700 = 150
In the sales and operations planning (S&0P) process in a repetitive manufacturing environment, the resulting operationsplan for a product family could be stated in terms of which of the following outputs?
A Projected labor hours
Metric tons to be produced
Value of products to be produced
Number of products planned for shipment
The sales and operations planning (S&OP) process is a cross-functional process that aligns the demand and supply plans of an organization. The S&OP process consists of several steps, such as data gathering, demand planning, supply planning, pre-S&OP meeting, executive S&OP meeting, and S&OP implementation. The output of the S&OP process is the production plan, which is a statement of the resources needed to meet the aggregate demand plan over a medium-term horizon. The production plan can be stated in different units of measure depending on the type of manufacturing environment. In a repetitive manufacturing environment, where the same or similar products are produced continuously or at regular intervals, the production plan can be stated in terms of the number of products planned for shipment. This unit of measure reflects the volume and mix of products that are expected to be sold and delivered to the customers. The number of products planned for shipment can also be used to calculate the capacity requirements, material requirements, and inventory levels for each product family.
References: CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.1: Develop Supply Plans, Subsection 4.1.2: Describe how to develop a production plan (page 36).
Sales and operations planning (S&0P) in a make-to-stock (MTS) environment is concerned withprojecting:
item forecasts.
inventory.
backlog.
bookings.
Sales and operations planning (S&OP) in a make-to-stock (MTS) environment is concerned with projecting inventory. S&OP is an integrated planning process that aligns demand, supply, and financial planning and is managed as part of a company’s master planning1. MTS is a traditional production strategy that is used by businesses to match inventory with anticipated consumer demand2. Inventory is the quantity and value of materials and products that are available in stock or in transit3.
S&OP in an MTS environment is concerned with projecting inventory because inventory is the key link between demand and supply. Inventory can be classified into three types: raw materials, work-in-process, and finished goods3. S&OP aims to balance the inventory levels of these types with the expected demand and supply plans, as well as the financial objectives of the company. S&OP can help optimize inventory management by:
The other options are not as relevant for S&OP in an MTS environment as inventory. Item forecasts are estimates of future demand for specific products or services based on historical data, market trends, or customer inputs4. Item forecasts are an input to S&OP, not an output. S&OP uses item forecasts to generate aggregate demand plans for product families or categories, which are then matched with aggregate supply plans for production capacity or resources1. Backlog is the quantity of customer orders that have been received but not yet fulfilled3. Backlog is not applicable for S&OP in an MTS environment, because MTS products are produced before customer orders are received. MTS products are delivered from stock, not from backlog. Bookings are the quantity of customer orders that have been received and confirmed3. Bookings are also not applicable for S&OP in an MTS environment, because MTS products are not dependent on customer orders. MTS products are based on forecasted demand, not actual demand.
References: Make To Stock (MTS): Definition, Example, and How It Works - Investopedia; Forecasting - Definition & Examples - ASQ; What is Sales and Operations Planning (S&OP) | Oracle; Inventory Management - Definition, Types, Objectives and Examples.
The horizon for forecasts that are input to the sales and operations planning (S&O0P) process should be long enough that:
cumulative forecast deviation approaches zero.
planned product launches can be incorporated.
required resources can be properly planned.
supply constraints can be resolved.
The horizon for forecasts that are input to the sales and operations planning (S&OP) process should be long enough that required resources can be properly planned. The S&OP process is a cross-functional process that aligns the demand and supply plans of an organization. The S&OP process consists of several steps, such as data gathering, demand planning, supply planning, pre-S&OP meeting, executive S&OP meeting, and S&OP implementation. The output of the S&OP process is the production plan, which is a statement of the resources needed to meet the aggregate demand plan over a medium-term horizon. The production plan can be stated in different units of measure depending on the type of manufacturing environment, such as hours, units, tons, or dollars. The horizon for forecasts that are input to the S&OP process should be long enough that required resources can be properly planned, meaning that the organization can anticipate and allocate the necessary capacity, materials, labor, equipment, and facilities to meet the expected demand. The horizon for forecasts should also match the lead time for acquiring or changing the resources, as well as the planning cycle for updating the production plan.
References: CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.1: Develop Supply Plans, Subsection 4.1.2: Describe how to develop a production plan (page 36).
A life cycle assessment (LCA) would be used to determine:
the length of a long-term agreement.
how an item should be scheduled.
environmental aspects and impacts.
if risk pooling would reduce inventory investment.
A life cycle assessment (LCA) would be used to determine environmental aspects and impacts. Environmental aspects are the elements or characteristics of a product or service that can interact with the environment, such as emissions, energy use, water use, waste generation, etc. Environmental impacts are the effects or consequences of the environmental aspects on the environment, such as climate change, acidification, eutrophication, human health, biodiversity, etc1
A life cycle assessment (LCA) is a systematic analysis of the potential environmental impacts of products or services during their entire life cycle. During an LCA, you evaluate the potential environmental impacts throughout the entire life cycle of a product (production, distribution, use and disposal) by considering all the relevant environmental aspects and their interactions with the environment23
An LCA can help you:
Therefore, an LCA would be used to determine environmental aspects and impacts.
References: 1: Environmental Aspect Definition 2: Life-cycle assessment - Wikipedia 1 3: Life Cycle Assessment (LCA) - Complete Beginner’s Guide - Ecochain 2
Ergonomic workstation design should incorporate:
an andon board.
reduction of repetitive motion.
bending so as to reduce monotony of work.
visual systems.
Ergonomic workstation design should incorporate the reduction of repetitive motion, as this can help prevent musculoskeletal disorders, fatigue, and errors. Repetitive motion can cause strain on the muscles, tendons, and nerves, leading to pain, inflammation, and loss of function. Ergonomic workstation design can reduce repetitive motion by optimizing the layout of the workstation, tools, and materials, using automation or mechanization where possible, and varying the tasks performed by the worker. References: CPIM Part 2 Exam Content Manual, Domain 8: Manage Quality, Continuous Improvement, and Technology, Section A: Quality Management, Subsection 3: Quality Tools and Techniques, Page 37.
Which of the following conditions is required for an effective single-sourcing relationship?
Demand for the customer's products must be stable.
The supplier must offer the lowest price per unit.
The organizations must be mutually dependent.
The organizations must be located close to each other.
An effective single-sourcing relationship requires that the organizations must be mutually dependent. This means that both the customer and the supplier rely on each other for their success and benefit from the partnership. Mutual dependence can foster trust, collaboration, communication, innovation, and problem-solving between the parties. It can also reduce the risks of supply disruptions, quality issues, price fluctuations, and contract breaches. Mutual dependence can be achieved by aligning the goals, values, and strategies of the organizations, as well as by sharing information, resources, and risks. Demand for the customer’s products does not have to be stable for a single-sourcing relationship to work. In fact, single sourcing can help the customer cope with demand variability by ensuring a consistent supply of goods or services from the supplier. The supplier does not have to offer the lowest price per unit for a single-sourcing relationship to be effective. The customer may choose a single supplier based on other factors, such as quality, delivery, innovation, or reputation. The price per unit may not reflect the total cost of ownership, which includes other costs such as transportation, inventory, maintenance, and warranty. The organizations do not have to be located close to each other for a single-sourcing relationship to be successful. With advances in technology and logistics, distance is not a major barrier for communication and coordination between the customer and the supplier. Moreover, single sourcing can reduce the complexity of managing multiple suppliers across different locations. References := What Is Single Sourcing? (Plus Benefits and 7 Examples), Single Sourcing Vs Sole Sourcing Sourcing | CIPS, What Is Single Sourcing In Procurement And Why Is It Important?
Shop backlogs remain constant when:
work input equals work output,
forecasts are updated on the basis of the longest lead time item.
capacity is assumed to be infinite.
shop orders are released at a steady rate.
Shop backlogs are the amount of work that has been ordered but not yet completed by a production facility1. Shop backlogs remain constant when the work input, which is the rate of incoming orders, equals the work output, which is the rate of finished products2. This means that the production facility is able to match the demand and supply of its products, and maintain a steady level of backlog. This can indicate that the production facility is operating efficiently and effectively, and has a stable market position.
The other options are not correct. Forecasts are updated on the basis of the longest lead time item means that the production facility uses the item that takes the longest time to produce as a reference for planning its future production3. This may help the production facility to avoid underestimating its capacity or overcommitting its resources, but it does not guarantee that the shop backlogs will remain constant, as it depends on the actual demand and supply of its products. Capacity is assumed to be infinite means that the production facility does not consider anylimitations or constraints on its ability to produce its products. This may help the production facility to simplify its production planning and scheduling, but it does not reflect the reality of its operations, and may lead to unrealistic expectations or poor performance. Shop orders are released at a steady rate means that the production facility releases a fixed number of orders to its shop floor at regular intervals. This may help the production facility to smooth out its production flow and reduce variability, but it does not ensure that the shop backlogs will remain constant, as it depends on the actual work input and output.
References : Backlog Definition, Implications, and Real-World Examples - Investopedia; Production Planning - an overview | ScienceDirect Topics; [Production Planning: Definition & Types | Study.com]; [Production Planning: Definition & Types | Study.com]; What is a Sprint Backlog? Create With Examples [2023] • Asana.
Which of the following statements is true about the mean time between failures (MTBF) measure?
Itis used for non-repairable products.
An increase in MTBF is proportional to an increase in quality.
Itis a useful measure of reliability.
Itis the same as operating life or service life.
Mean time between failures (MTBF) is the predicted elapsed time between inherent failures of a mechanical or electronic system during normal system operation1. MTBF can be calculated as the arithmetic mean (average) time between failures of a system1. MTBF is a useful measure of reliability, because it indicates how long a system is likely to work before failing. The higher the MTBF, the more reliable the system2. Reliability is the probability that a system will perform its intended function without failure for a specified period of time under specified conditions3.
The other statements about MTBF are false. MTBF is not used for non-repairable products, but for repairable systems. For non-repairable products, mean time to failure (MTTF) is used instead4. MTTF is the expected time to failure for a non-repairable system1. An increase in MTBF is not proportional to an increase in quality, because quality is not only determined by reliability, but also by other factors such as performance, functionality, durability, and customer satisfaction5. MTBF is not the same as operating life or service life, because operating life or service life is the total time that a system can operate before it reaches the end of its useful life, while MTBF is the average time between failures during the operating life6.
What is the main negative effect of changing the due dates of open orders?
The schedule information becomes inaccurate.
The customer service level decreases.
It leads to "nervousness" in the schedule.
The schedule does not support demand.
Nervousness is a term that describes the instability or variability of a production schedule due to frequent changes in demand, supply, or capacity. Nervousness can cause disruption, inefficiency, and waste in the production system, as well as lower customer service and satisfaction. Changing the due dates of open orders is a main cause of nervousness in the schedule, as it affects the priority and sequence of the production orders, and may require rescheduling or replanning of the resources and activities. Changing the due dates of open orders may be necessary to accommodate urgent or unexpected customer requests, but it also increases the complexity and uncertainty of the production process.
The other options are not the main negative effects of changing the due dates of open orders. The schedule information becomes inaccurate is not a negative effect, but a consequence of changing the due dates of open orders. The schedule information reflects the planned input/output of the production system, and it needs to be updated and communicated whenever there are changes in the due dates of open orders. The customer service level decreases is not a negative effect, but a possible outcome of changing the due dates of open orders. The customer service level measures the degree to which the production system meets or exceeds the customer expectations in terms of quality, quantity, and delivery. Changing the due dates of open orders may improve the customer service level for some customers, but it may also deteriorate it for others, depending on how the changes affect their orders. The schedule does not support demand is not a negative effect, but a potential problem of changing the due dates of open orders. The schedule should support demand by ensuring that the production system can produce or deliver what the customers want, when they want it. Changing the due dates of open orders may create a mismatch between the schedule and demand, which may result in overproduction or underproduction, stockouts or excess inventory, or late or early deliveries. References: CPIM Exam Content Manual Version 7.0, Domain 6: Plan, Manage, and Execute Detailed Schedules, Section 6.1: Detailed Scheduling Concepts, p. 36; Nervousness; Production Schedule.
The planned channels of inventory disbursement from one or more sources to field warehouses are known as:
Asupply chain community.
interplant demand.
a bill of distribution.
logistics data interchange (LDI).
A bill of distribution is a document that specifies the planned channels of inventory disbursement from one or more sources to field warehouses. A bill of distribution is similar to a bill of materials, but it applies to the distribution stage rather than the production stage. A bill of distribution helps to optimize the inventory level, reduce transportation costs, and improve customer service. A bill of distribution considers the factors such as demand patterns, lead times, costs, and capacities of the sources and warehouses.
The other options are not documents that specify the planned channels of inventory disbursement from one or more sources to field warehouses. A supply chain community is a network of organizations that collaborate and coordinate their activities to deliver products or services to customers. A supply chain community includes suppliers, manufacturers, distributors, retailers, and customers. A supply chain community helps to improve the visibility, efficiency, and responsiveness of the supply chain. Interplant demand is the demand for a product or component that is generated by another plant within the same organization. Interplant demand is usually transferred through internal orders or shipments. Interplant demand helps to balance the capacity and resources among different plants. Logistics data interchange (LDI) is a system that enables the exchange of information and documents among different parties involved in the logistics process. LDI uses electronic data interchange (EDI) or other technologies to transmit data such as orders, invoices, shipment notices, and tracking information. LDI helps to improve the accuracy, speed, and security of the logistics transactions. References: CPIM Exam Content Manual Version 7.0, Domain 7: Plan and Manage Distribution, Section 7.1: Distribution Planning Concepts, p. 40; Bill of Distribution; Supply Chain Community.
An important benefit of an effective work cell layout is:
reduced maintenance.
improved space utilization.
C increased machine utilization.
increased changeover efficiency.
A work cell layout is a type of process layout that arranges equipment and workers according to the sequence of operations performed on a product or service. A work cell layout can improve space utilization by reducing the amount of floor space needed for production, eliminating unnecessary material handling and storage, and increasing the flexibility of the layout. A work cell layout can also reduce cycle time, improve quality, and enhance worker motivation. References: CPIM Exam Content Manual Version 7.0, Domain 6: Plan, Manage, and Execute Detailed Schedules, Section 6.2: Implement Detailed Schedules, Subsection 6.2.3: Describe the principles of work center design and layout (page 58).
A manufacturer wishes to decrease the time-to-market for a new product family. Which of thefollowing strategies should beused?
Decrease the number of suppliers for components of the new product.
Decrease the purchasing lot size for the new product's components.
Increase collaboration between the buyer and the supplier of new components.
Increase the safety stocks for the new product's components.
Time-to-market (TTM) is the length of time it takes to develop a product from conception until it is released to the market and is available for sale1. Reducing TTM can provide a competitive advantage, as it can help a company to capture customer demand, respond to market changes, and increase profitability1.
One strategy to decrease TTM for a new product family is to increase collaboration between the buyer and the supplier of new components. Collaboration can involve sharing information, resources, risks, and rewards among supply chain partners to achieve mutual benefits2. By collaborating with the supplier of new components, the buyer can improve the quality, reliability, and innovation of the components, as well as reduce the costs, lead times, and uncertainties associated with them2. This can speed up the product development process and reduce the time and resources required to bring the new product family to the market.
The other options are not effective strategies to decrease TTM for a new product family. Decreasing the number of suppliers for components of the new product may reduce the complexity and variability of the supply chain, but it may also increase the dependency and vulnerability on a single or few suppliers, which may affect the availability and performance of the components3. Decreasing the purchasing lot size for the new product’s components may reduce the inventory carrying costs and risks, but it may also increase the ordering costs and frequency, which may affect the efficiency and responsiveness of the supply chain4. Increasing the safety stocks for the new product’s components may reduce the risk of stockouts and delays, but it may also increase the inventory carrying costs and risks, as well as tie up cash flow and working capital.
References : Time to market: Definition and strategies to speed up TTM; Time To Market (TTM) Defined & Why It’s Important | TCGen; Market Timing Tips Every Investor Should Know; Supply Chain Collaboration: Definition & Benefits; [Supplier Consolidation: Definition & Benefits]; [Economic Order Quantity (EOQ) Model: Definition & Formula]; [Safety Stock: The Ultimate Guide].
Which of the following planning modules considers the longest-range planning goals?
Capacity requirements planning (CRP)
Input/output analysis
Resource planning
Rough-cut capacity planning (RCCP)
Process improvement is a method of analyzing and enhancing the production methods and techniques to increase productivity and performance. Process improvement aims to reduce costs, waste, defects, and errors, as well as to improve quality, efficiency, and customer satisfaction. When considering process improvement, the first approach that should be considered is making better use of existing resources. This means that the production system should optimize the utilization and allocation of the available resources, such as materials, labor, machines, and space. This can be achieved by implementing various techniques, such as lean manufacturing, six sigma, kaizen, or 5S. Making better use of existing resources can help to improve the process without requiring additional investment or expenditure.
The other options are not the first approaches that should be considered as part of process improvement. Hiring more skilled people to perform the job is not the first approach, as it may increase the labor cost and require more training and supervision. Hiring more skilled people may not necessarily improve the process if the existing methods and techniques are inefficient or ineffective. Buying better and faster equipment is not the first approach, as it may involve a large capital outlay and a long payback period. Buying better and faster equipment may not necessarily improve the process if the existing resources are underutilized or misallocated. Applying stricter quality control is not the first approach, as it may increase the inspection and testing cost and time. Applying stricter quality control may not necessarily improve the process if the existing methods and techniques are prone to errors or defects. References: CPIM Exam Content Manual Version 7.0,Domain 8: Manage Quality, Continuous Improvement, and Technology, Section 8.2: Continuous Improvement Concepts, p. 46; Process Improvement; Process Improvement Definition.
Which of the following priority rules is most consistent with the objective of meeting due dates?
First-come-first-served
Shortest processing time (SPT)
Fewest operations remaining
Slack time per operation
The priority rule that is most consistent with the objective of meeting due dates is slack time per operation. Slack time per operation is a priority rule that assigns a priority index to each job based on the ratio of the remaining slack time to the remaining number of operations. Slack time is the difference between the due date and the expected completion time of a job. A lower ratio means a higher priority, as it indicates that the job has less slack time per operation and is more likely to be late. Slack time per operation is a dynamic priority rule, as it updates the priority index after each operation is completed. Slack time per operation can help minimize the number of tardy jobs and the average tardiness of jobs, as it gives preference to the jobs that are closer to their due dates and have more operations left.
First-come-first-served (FCFS) is not a priority rule that is consistent with the objective of meeting due dates. FCFS is a priority rule that processes jobs in the order of their arrival or release times. FCFS is a simple and fair rule, but it ignores the processing times and due dates of jobs. FCFS can result in poor due date performance, as it can delay urgent or short jobs behind long or non-urgent jobs.
Shortest processing time (SPT) is not a priority rule that is consistent with the objective of meeting due dates. SPT is a priority rule that processes jobs in ascending order of their processing times. SPT is an effective rule for minimizing the average flow time and work-in-process inventory of jobs, as it clears out small jobs quickly and reduces congestion in the system. However, SPT does not consider the due dates of jobs, and it can make long or urgent jobs late.
Fewest operations remaining is not a priority rule that is consistent with the objective of meeting due dates. Fewest operations remaining is a priority rule that processes jobs in ascending order of their remaining number of operations. Fewest operations remaining is a rule that can reduce the variability and complexity of jobs, as it tends to complete jobs faster and reduce their flow times. However, fewest operations remaining does not take into account the slack times or due dates of jobs, and it can make urgent or short jobs late.
References := Priority Rules - Tripod, Dispatching rules - Oxford Reference, Sequencing Rules and Due-Date Assignments in a Job Shop - JSTOR
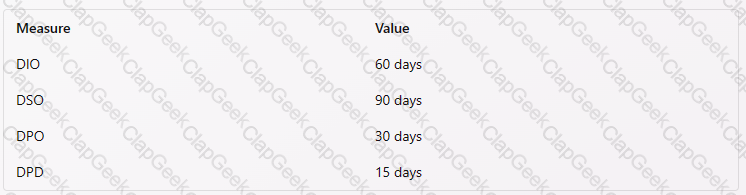
Given the information below, reducing which measure by 10% would contribute most to shortening the cash-to-cash cycletime?
Accounts receivable
Inventory value
Accounts payable
Cost of capital
The cash-to-cash cycle time is a financial metric that measures the time it takes for a company to convert its cash outflows into cash inflows. The cash-to-cash cycle time is calculated by adding the days of inventory outstanding (DIO), the days of sales outstanding (DSO), and the days of payablesoutstanding (DPO), and then subtracting the days of payables deferred (DPD). The cash-to-cash cycle time can be shortened by reducing any of the components, except for DPD, which should be increased. Reducing which measure by 10% would contribute most to shortening the cash-to-cash cycle time depends on the relative values of each component. However, given the information below, reducing accounts receivable by 10% would have the greatest impact.
The current cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 60 + 90 + 30 - 15 = 165 days
If accounts receivable is reduced by 10%, then DSO becomes 81 days (90 x 0.9). The new cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 60 + 81 + 30 - 15 = 156 days
The difference is 9 days, which is the largest reduction among all the measures.
If inventory value is reduced by 10%, then DIO becomes 54 days (60 x 0.9). The new cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 54 + 90 + 30 - 15 = 159 days
The difference is 6 days, which is smaller than reducing accounts receivable.
If accounts payable is reduced by 10%, then DPO becomes 27 days (30 x 0.9). The new cash-to-cash cycle time is:
Cash-to-cash cycle time = DIO + DSO + DPO - DPD = 60 + 90 + 27 - 15 = 162 days
The difference is 3 days, which is smaller than reducing accounts receivable and inventory value.
If cost of capital is reduced by 10%, then it has no direct effect on the cash-to-cash cycle time, as it is not a component of the formula. However, it may affect the profitability and liquidity of the company indirectly.
Therefore, reducing accounts receivable by 10% would contribute most to shortening the cash-to-cash cycle time, given the information below.
References: CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.2: Implement Supply Plans, Subsection 4.2.3: Describe how to implement financial management techniques (page 40).
An effective process to create meaningful change begins with:
reviewing financial outcomes and metrics over the last 4 quarters year-over-year.
identifying and discussing a past crisis, a potential crisis, or major opportunities.
refreshing corporate strategy to align with current marketplace realities for your industry.
using consultants to provide in-depth analysis of current management opportunities.
An effective process to create meaningful change begins with identifying and discussing a past crisis, a potential crisis, or major opportunities. This step is important because it helps to create a sense of urgency and motivation for the change, as well as to clarify the vision and goals of the change1. A past crisis can be used as a learning opportunity to analyze what went wrong and how to prevent it from happening again. A potential crisis can be used as a warning signal to anticipate and prepare for the possible challenges and risks. A major opportunity can be used as a catalyst to seize the competitive advantage and create value for the organization and its stakeholders2.
The other options are not the best ways to start an effective process to create meaningful change. Reviewing financial outcomes and metrics over the last 4 quarters year-over-year may provide some insights into the performance and profitability of the organization, but it may not reveal the underlying causes or drivers of the change, or the future trends and scenarios that may affect the organization3. Refreshing corporate strategy to align with current marketplace realities for your industry may be a necessary step in the change process, but it may not be sufficient to generate buy-in and commitment from the people who are involved in or affected by the change4. Using consultants to provide in-depth analysis of current management opportunities may be a helpful way to obtain external perspectives and expertise, but it may not ensure that the change is aligned with the organization’s culture, values, and capabilities5.
References : How To Create A Sense Of Urgency For Change; How To Use Crisis As A Catalyst For Change; Why Financial Metrics Alone Won’t Drive Change; How To Align Your Strategy With Your Organization’s Culture; How To Choose The Right Consultant For Your Change Project.
Which of the following methods most likely introduces a temporary variance betweenthe inventory balance and theinventory record?
Inventory write-off
B. Backflushing
Cycle count
Kanban
Resource planning is a planning module that considers the longest-range planning goals. Resource planning is a method of determining the long-term capacity and resource requirements for a manufacturing system, based on the aggregate production plan, the sales and operations plan, and the business plan. Resource planning helps to align the production capacity and resources with the strategic objectives and goals of the organization. Resource planning considers the longest-range planning goals, which are usually expressed in terms of years or quarters.
The other options are not planning modules that consider the longest-range planning goals. Capacity requirements planning (CRP) is a planning module that calculates the capacity and load for each work center in a manufacturing system, based on the material requirements plan, the routing file, and the open order file. CRP helps to identify and resolve the capacity constraints and bottlenecks in the production process. CRP considers the short-range planning goals, which are usually expressed in terms of days or weeks. Input/output analysis is a planning module that compares the actual input/output of each work center in a manufacturing system with the planned input/output, based on the capacity requirements plan and the shop floor data. Input/output analysis helps to monitor and control the performance and efficiency of each work center. Input/output analysis considers the short-range planning goals, which are usually expressed in terms of days or weeks. Rough-cut capacity planning (RCCP) is a planning module that estimates the feasibility and adequacy of the key resources or work centers in a manufacturing system, based on the master production schedule and the bill of resources. RCCP helps to validate and adjust the master production schedule according to the available capacity and resources. RCCP considers the medium-range planning goals, which are usually expressed in terms of months or weeks. References: CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.2: Supply Planning Methods, p. 26; Resource Planning; Capacity Requirements Planning.
A firm produces a moderate variety of products to stock in a single plant. The plant is organized in a functional layout withsome work cells. Which of the following indicators most appropriately would be used to evaluate the effectiveness of thedetailed capacity planning processes?
Units of output per direct labor hour
Change in level of work-in-process (WIP) inventory
Percentage of master schedule attained
Level of finished goods inventory
The change in level of work-in-process (WIP) inventory is the most appropriate indicator to evaluate the effectiveness of the detailed capacity planning processes for a firm that produces a moderate variety of products to stock in a single plant. Detailed capacity planning is the process of determining the quantity and timing of resources, such as labor, equipment, and materials, needed to execute the master production schedule (MPS) at the work center level1. The MPS is a plan that specifies the quantity and timing of end items to be produced in a given time period2. The change in level of WIP inventory is a measure of the difference between the amount of WIP inventory at the beginning and at the end of a period3. WIP inventory consists of partially completed products or components that are waiting for further processing or assembly.
The change in level of WIP inventory can indicate how well the detailed capacity planning processes are aligned with the MPS and the actual demand. A positive change in WIP inventory means that more products or components are being produced than consumed, which implies that there is excess capacity or insufficient demand. A negative change in WIP inventory means that more products or components are being consumed than produced, which implies that there is insufficient capacity or excess demand. A zero or minimal change in WIP inventory means that the production and consumption rates are balanced, which implies that there is optimal capacity and demand. Therefore, by monitoring the change in level of WIP inventory, the firm can evaluate whether its detailed capacity planning processes are effective in meeting customer needs and expectations, as well as minimizing inventory costs and maximizing resource utilization.
The other options are not as appropriate indicators to evaluate the effectiveness of the detailed capacity planning processes for a firm that produces a moderate variety of products to stock in a single plant. Units of output per direct labor hour is a measure of labor productivity, which indicates how efficiently labor is used to produce output. However, labor productivity does not reflect the effectiveness of detailed capacity planning processes, because it does not account for other factors that affect production, such as equipment, materials, quality, or demand. Percentage of master schedule attained is a measure of schedule performance, which indicates how well the actual production matches the planned production. However, schedule performance does not reflect the effectiveness of detailed capacity planning processes, because it does not account for other factors that affect production, such as capacity constraints, resource availability, or customer satisfaction. Level of finished goods inventory is a measure of inventory management, which indicates how much inventory is available to meet customer orders. However, finished goods inventory does not reflectthe effectiveness of detailed capacity planning processes, because it does not account for other factors that affect production, such as product variety, lead time, or quality.
References: Detail Capacity Planning - Capacity Planning - Gaebler.com Resources …; Master Production Schedule (MPS) Definition | Operations & Supply Chain Dictionary; Work-in-Process Inventory: Definition & Example - Video & Lesson Transcript | Study.com; [Work-in-Process (WIP) Definition - Investopedia]; [Labor Productivity Definition - Investopedia]; [Labor Productivity: Definition & Statistics - Video & Lesson Transcript | Study.com]; [Schedule Performance Index (SPI) Definition - Investopedia]; [Schedule Performance Index (SPI) & Cost Performance Index (CPI) in Project Cost Management]; [Finished Goods Inventory: Definition & Formula - Video & Lesson Transcript | Study.com]; [Finished Goods Inventory: Definition & Example - Video & Lesson Transcript | Study.com].
Once an organization's monthly sales and operations planning (S&0OP) process hasbeen completed, the functionalresponsibility of operations is to:
change the master schedule to meet the sales orders.
signal critical capacity constraints to top management.
meet the revised production plan.
produce to the current master production schedule (MPS).
The sales and operations planning (S&OP) process is a cross-functional process that aligns the demand and supply plans of an organization. The S&OP process consists of several steps, such as data gathering, demand planning, supply planning, pre-S&OP meeting, executive S&OP meeting, and S&OP implementation. Once the S&OP process has been completed, the executive S&OP meeting approves the final production plan, which is the output of the supply planning step. The production plan is a statement of the resources needed to meet the aggregate demand plan over a medium-term horizon. The functional responsibility of operations is to meet the revised production plan by developing and executing the master production schedule (MPS) and the detailed schedules. The MPS is a statement of the specific end items to be produced in each time period of the short-term horizon. The detailed schedules are the statements of the specific materials, resources, and activities needed to execute the MPS. References: CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.1: Develop Supply Plans, Subsection 4.1.2: Describe how to develop a production plan (page 36).
In a rapidly changing business environment, a primary advantage of an effective customer relationship management (CRM) program is:
reduced forecast variability.
fewer customer order changes.
fewer customer defections.
earlier identification of shifts in customer preferences.
Customer relationship management (CRM) is a program that uses data and technology to manage the interactions and relationships with customers. CRM helps to understand the needs, preferences, and behaviors of customers, and to provide them with better products, services, and experiences. In a rapidly changing business environment, a primary advantage of an effective CRM program is earlier identification of shifts in customer preferences. This means that CRM can help to detect and anticipate the changes in customer demand, tastes, or expectations, and to respond accordingly. This can help to improve customer satisfaction, loyalty, and retention, as well as to gain a competitive edge in the market. CRM does not necessarily reduce forecast variability, which is the degree of difference between the actual demand and the forecasted demand. CRM does not necessarily reduce customer order changes, which are the modifications or cancellations of orders by customers. CRM does not necessarily reduce customer defections, which are the losses of customers to competitors or other alternatives. References: CPIM Exam Content Manual Version 7.0, Domain 3: Plan and Manage Demand, Section 3.1: Demand Management Concepts, p. 16; Customer relationship management; Customer Relationship Management (CRM) Definition.
The production plan relates to a firm's financial planning because it is used to:
calculate standard product costs.
determine variable costs.
project payroll costs.
identify future cash needs.
The production plan is a statement of the resources needed to meet the aggregate demand plan over a medium-term horizon. The production plan is the output of the supply planning step in the sales and operations planning (S&OP) process. The production plan relates to a firm’s financial planning because it is used to identify future cash needs. Cash needs are the amount of money that a firm requires to operate and grow its business. Cash needs can be influenced by various factors, such as sales revenue, cost of goods sold, operating expenses, capital expenditures, inventory levels, accounts receivable, accounts payable, and taxes. The production plan can help to estimate the cash inflows and outflows associated with these factors, and to determine the optimal balance between them. The production plan can also help to identify the potential sources and uses of cash, such as borrowing, investing, or paying dividends. By identifying future cash needs, the production plan can help to improve the firm’s liquidity, profitability, and solvency.
References: CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.1: Develop Supply Plans, Subsection 4.1.2: Describe how to develop a production plan (page 36).




TESTED 07 Jul 2026
Copyright © 2014-2026 ClapGeek. All Rights Reserved